关于我们
质量第一,信誉第一,客户至上,诚信为本
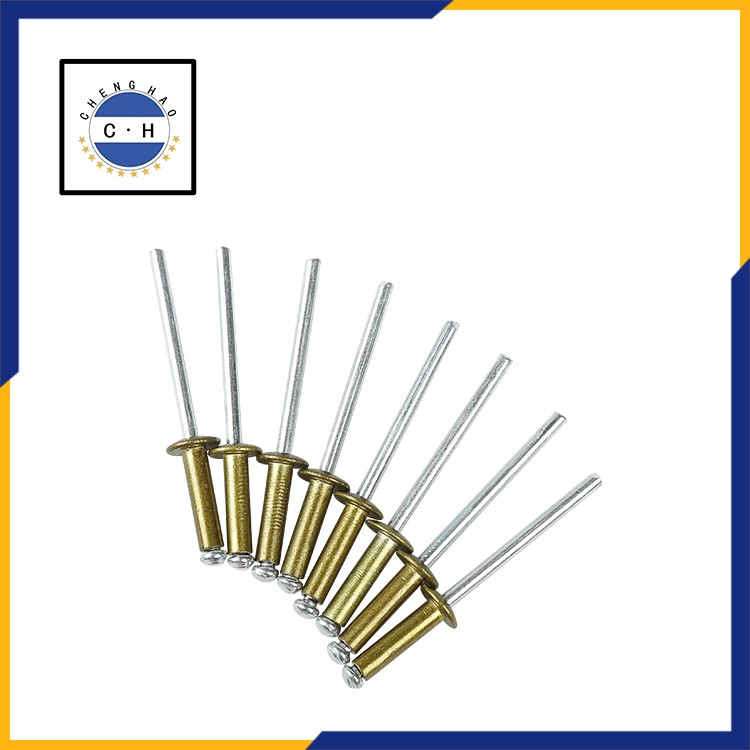
公司专业制造各种拉铆钉精密标准件产品以及非标件等,可根据客商提供的样板或图样生产订做。材质有铝,钢,铜,不锈钢等。是一种安全稳固、有很强结合力的产品系列,被广泛应用于家具、家电、建筑装潢、健身器材、电气设备、通讯设备、汽车制造、船舶制造、集装箱等多种生产制造领域,并在一定范围内代替了传统焊接的加工方式。本厂采用先进的设备,拥有高质素的人才和精湛的技术,制造的产品畅销国内外,产品质优价廉,起货快捷,服务专业到位,深得广大新老客户的一致好评。建厂16年来,我们始终坚持“质量第一、信誉第一、顾客至上、诚信为本”的经营理念,竭诚为各企业提供高品质的产品和优质的服务。
- 质量控制体系
- 无与伦比的工艺
- 100%满意保证
- 精确的测试过程
- 高度专业的员工
- 专业且合格
详情